在化工生产中,分离提纯是决定产品质量与经济效益的核心环节。传统分离设备如萃取塔、沉降槽等,因传质效率低、占地面积大、操作弹性差等问题,难以满足现代化工对绿色化、智能化、连续化的需求。高效离心萃取分离机凭借其独特的离心力场强化分离机制,成为破解复杂物系分离难题的关键装备,其单级分离效率可达95%以上,处理能力覆盖0.1-200m³/h,为化工行业提供了高效、节能、环保的分离解决方案。
一、技术原理:离心力驱动的“微界面革命”
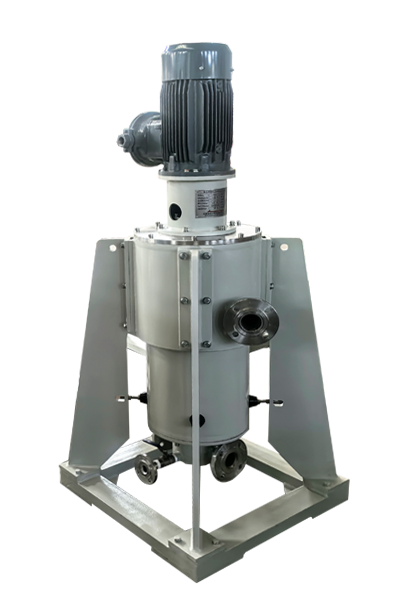
高效离心萃取分离机的核心在于通过转鼓高速旋转(转速可达8000-15000rpm)产生超重力场(离心力达重力500-2000倍),实现液-液两相的快速混合、传质与分离。其工作过程可分为三个阶段:
微界面混合:轻相(密度较小的液体)与重相(密度较大的液体)通过独立进料系统进入转鼓,在高速旋转产生的强剪切力作用下,两相被分散为50-200微米的微小液滴,形成巨大的相界面面积(可达传统设备的10-100倍)。例如,在稀土元素萃取中,通过优化转鼓转速与两相流量,单级萃取率可达98%,较传统搅拌釜提升4倍以上。
离心分层:混合液进入转鼓后,在离心力作用下,密度差异显著的两相迅速分层:轻相向转轴方向聚集,重相向转鼓壁移动。通过可调式堰板精准控制两相液面分界,实现独立排放,避免交叉污染。某抗生素中间体项目采用抗盐析萃取体系(磷酸三丁酯-磺化煤油-改性冠醚复合萃取剂),在NaCl浓度12%条件下仍保持99%的分离效率。
溶剂循环:萃取相(含目标产物与萃取剂)进入精馏塔,通过减压蒸馏(温度80-150℃,真空度-0.098MPa)实现溶剂与产物的分离。例如,某项目年回收磷酸三丁酯等萃取剂超500吨,回收率>99%,可直接循环使用,显著降低原料成本。
二、应用优势:四大特性重塑分离工艺
高效节能:单级分离效率达95%以上,较传统设备节能30%-50%。例如,在钴镍分离中,传统萃取塔需5级串联才能达到90%的分离效率,而离心萃取机单级即可实现,设备占地面积减少80%,能耗降低45%。
操作灵活:通过调节转速、流量、堰板高度等参数,可适应不同物系(如水相-有机相、强酸-强碱体系)的分离需求。
环保友好:全封闭式设计避免溶剂挥发,配套溶剂回收系统实现资源循环利用。
智能控制:集成PLC控制系统与传感器网络,实现温度、压力、流量等参数的实时监测与自动调节。
三、行业应用:从实验室到产业化的全链条覆盖
高效离心萃取分离机已广泛应用于制药、稀土、新能源、环保等领域:
制药行业:在抗生素、维生素、激素等中间体分离中,实现高纯度产物提取,减少后续精制步骤。
稀土行业:在镧、铈、镨、钕等元素分离中,突破传统溶剂萃取的级数限制,单级分离效率达99%以上。
新能源行业:在锂离子电池正极材料(如钴酸锂、三元材料)的萃取提纯中,显著提升材料纯度与循环性能。
环保领域:在含油废水、重金属废水处理中,实现油水分离与重金属回收,出水水质达国家一级排放标准。
四、未来展望:智能化与绿色化的双重升级
随着工业4.0与“双碳”目标的推进,高效离心萃取分离机正朝着智能化、绿色化方向升级:
智能化:通过数字孪生技术构建虚拟设备模型,实现操作参数的精准预测与优化;结合5G技术实现远程监控与故障诊断。
绿色化:开发新型环保萃取剂(如离子液体、超临界流体),降低溶剂毒性;优化设备结构减少能耗,推动分离工艺向“零排放”目标迈进。
高效离心萃取分离机以其卓越的分离性能与广泛的应用潜力,正成为化工行业转型升级的核心装备。未来,随着技术的不断突破,其将在更多领域展现“效率引擎”的强大动能,为全球工业绿色发展贡献中国智慧。

 备案号:苏ICP备2022022808号-1
备案号:苏ICP备2022022808号-1